10 Most Effective Uses
- Electronics: Silver’s excellent electrical and thermal conductivity make it a key component in switches, printed circuit boards, electrical connectors, and other electronic devices.
- Batteries: Silver oxide and silver-zinc batteries are known for their high energy density and chemical stability, making them suitable for numerous applications.
- Solar panels: Silver is used in photovoltaic cells to produce electricity from sunlight, contributing to the growing renewable energy sector.
- Antimicrobial applications: Silver’s antimicrobial properties make it a valuable material for medical devices, wound dressings, water purification systems, and coatings for high-touch surfaces.
- Soldering: Silver-based solder alloys are used to create strong and reliable bonds in electronic components while offering excellent electrical conductivity and corrosion resistance.
- Mirrors and reflective surfaces: Silver’s high reflectivity makes it a popular choice for creating mirrors, architectural glass panels, and reflective coatings in optical communication systems.
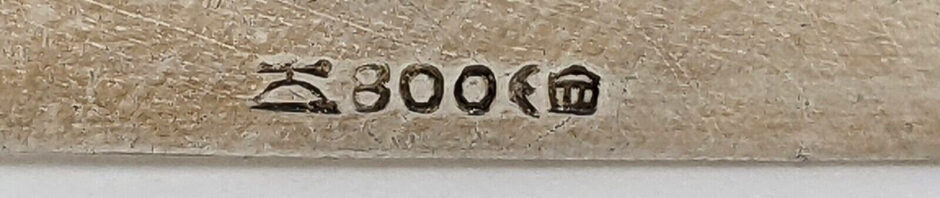
- Jewelry and silverware: Silver’s luster, malleability, and resistance to tarnish make it a popular choice for jewelry, tableware, and decorative items.
- Coinage: Silver has been used for centuries as a material for minting coins due to its durability, intrinsic value, and antimicrobial properties.
- Photography: Traditional film photography relied on silver halide crystals to capture and preserve images, although this use has diminished with the rise of digital photography.
- Catalysts: Silver is used as a catalyst in various chemical reactions, particularly in the production of ethylene oxide and formaldehyde.
A Conductor Like No Other
Silver’s conductive properties set it apart from other less conductive metals, making it the preferred choice in various applications where efficient electrical transmission is crucial. With the highest electrical conductivity of any element, silver can transmit electric currents with minimal energy loss, ensuring optimal performance in electronic devices and systems. In comparison, metals like copper, gold, and aluminum, although still considered good conductors, exhibit lower levels of conductivity, resulting in reduced efficiency and higher energy dissipation. Silver’s unparalleled conductivity, along with its additional beneficial properties, such as high thermal conductivity and chemical stability, solidify its status as a standout material in numerous industries, particularly in electronics and renewable energy solutions.
The Antimicrobial Marvel
Silver’s antimicrobial properties have been recognized and utilized for centuries. When used in trace amounts, silver ions can inhibit bacterial growth, making it an excellent material for medical and sanitary applications. In the realm of electronics, this property has led to the development of antimicrobial touchscreens, keyboards, and other devices that come into frequent contact with users, helping to maintain a cleaner and more hygienic environment.
Batteries and Beyond
Silver’s unique properties make it an ideal choice for battery applications, outshining other less effective metals in terms of energy capacity and chemical stability. Silver-based batteries, such as silver oxide and silver-zinc varieties, offer high energy density, which allows them to store and deliver larger amounts of power in comparison to batteries composed of other metals. Additionally, silver’s chemical stability ensures a longer service life, better resistance to leakage, and reduced risk of short-circuiting, all of which contribute to the reliability and efficiency of batteries. In contrast, batteries made from less effective metals may exhibit lower energy capacities and decreased stability, potentially compromising their performance and lifespan. Consequently, silver remains a preferred material for batteries in applications ranging from small-scale devices, like hearing aids, to demanding systems, such as spacecraft power solutions.
Mirroring the Future
One of silver’s more traditional uses is in the production of mirrors and other reflective surfaces. Due to its high reflectivity, silver coatings are often applied to glass surfaces for mirrors and architectural glass panels. In electronics, silver’s reflective properties have paved the way for improved optical communication systems, such as fiber optics and infrared technology, which rely on efficient light transmission and reflection.
The Soldering Silver Lining
Silver’s ability to form strong and reliable bonds makes it an ideal material for use in soldering electronic components. Silver-based solder alloys offer excellent electrical conductivity, corrosion resistance, and thermal stability, ensuring that electronic devices can function reliably over extended periods. The use of silver in soldering applications has become increasingly important as the industry moves away from lead-based solders due to environmental and health concerns.